 Zum Inhalt
Zum Inhalt 



Das Erreichen eines Ladungsgleichgewichts im Papiermaterial ist entscheidend für den Betrieb und die Rentabilität der Papiermaschine. Der heutige Artikel erläutert einen Fall, in dem die Ladungsanalyse zur Optimierung der Produktion einer Papiermaschine eingesetzt wird, und hofft, Ihnen dabei ein wenig zu helfen.
Die Papiermaschine verwendet in diesem Fall neutrale Papierherstellung, um Kulturpapier herzustellen. Der Faserrohstoff ist ein Mischzellstoff aus Weich- und Hartholz, der Füllstoff ist gefälltes Calciumcarbonat und die Nasspartie-Zusätze umfassen ein internes Leimungsmittel AKD, einen kationischen Stärkeverstärker und ein binäres Polymer-Retentionssystem. Die Fabrik hatte lange Zeit mit der niedrigen Retentionsrate zu kämpfen. Die Papierfabrik reagierte darauf, indem sie die Menge der Retentionshilfen erhöhte, stellte jedoch fest, dass die Verwendung von Leimungsmitteln im Zellstoff das branchenübliche Niveau bei weitem überstieg. Dennoch ist der Leimungsgrad des Rohpapiers, das in die Leimpresse gelangt, sehr niedrig: Der Hercules-Leimungstest (HST) beträgt nur 0–2 Sekunden. Dies führt zu häufigen Papierrissen in der Leimpresse und die Papierfabrik verbringt zu viel Zeit damit, das Papier erneut einzufädeln; außerdem hat die Papiermaschine viele Sedimentprobleme, und Papierlöcher und Papierrisse sind schwerwiegender.
Die Papierfabrik verwendete die Methode der kationischen Bedarfstitration (CDT), um die Nasspartie der Papiermaschine zu untersuchen. Die Ergebnisse zeigten, dass das System kationisch war. Theorie und Praxis zeigen, dass das Nasspartiesystem der Papiermaschine kationisch ist und oft schlecht läuft. Wie Abbildung 1 zeigt, können die Leimungsmittelpartikel in einem überkationisierten System aufgrund der gegenseitigen Abstoßung der Ladungen nicht gut an der Faser adsorbiert werden.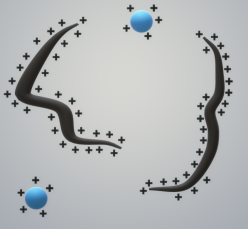
Abbildung 1 Übermäßig kationisiertes Zellstoffsystem
Um dieses Problem zu lösen, begannen Papierfabriken, die Zugabe kationischer Ladungsträger (d. h. Additive mit hoher positiver Ladungsdichte und niedrigem Molekulargewicht) zum binären Polymer-Retentionssystem langsam zu reduzieren, um die anionische Ladung auf der Faseroberfläche wiederherzustellen. Der Wirkungsmechanismus des binären Polymer-Retentionssystems ist in Abbildung 2 dargestellt.
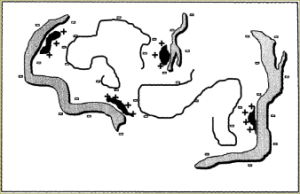
Abbildung 2 Mechanismus des binären Polymer-Retentionssystems
In der Abbildung ist das erste Element des binären Polymer-Retentionssystems ein Polyelektrolyt mit hoher positiver Ladungsdichte und geringer Molekülmasse. Nach Zugabe des Zellstoffs interagiert dieser bevorzugt mit den anionischen Abfällen im System oder adsorbiert an der Faser, um Verankerungspunkte für ein sekundäres anionisches Polymer mit geringer Ladungsdichte und hoher Molekülmasse zu schaffen. Letzteres nutzt einen Brückenmechanismus, um große Flocken aus dem Papiermaterial zu erzeugen.
Mit der Verringerung der Menge der Additive mit positivem Ladungsbeitrag begann sich die Ladung des Papiermaterials am Stoffauflauf in die negative Richtung zu ändern (gepunktete Linie in Abbildung 3), und der Leimungsgrad des Rohpapiers nahm allmählich zu (durchgezogene Linie in Abbildung 3). Eine sorgfältige Analyse von Abbildung 3 zeigt, dass sich der Leimungseffekt deutlich zu erholen beginnt, wenn die Ladung des Papiermaterials nahezu neutral ist. Wenn das Papiermaterial schließlich netto anionisch wird (-2 Mikroäquivalente/Liter), überschreitet die HST 100 Sekunden. Der kationische Ladungsbeitrag wird weiterhin verringert. Mit der Menge der Additive wird die negative Ladung des Papiermaterials allmählich größer, und gleichzeitig erreicht die HST mehr als 100 Sekunden, was die Anforderungen der Leimpresse an den Leimungsgrad des Rohpapiers bei weitem übersteigt.

Abbildung 3: Die Auswirkung der Reduzierung der Menge an Additiven mit positiver Ladungsabgabe (anionisches Abfallfangmittel) auf die Papierladung und den Papierleimungsgrad
Wenn das Papiermaterial überkationisiert ist, wird eine größere Menge anionischer Retentionshilfe benötigt, um die übermäßige Ladungsabstoßung zwischen den Materialien zu überwinden. Sobald die Ladungsabstoßung geschwächt ist, kann eine geringere Menge an Retentionshilfe die Retentionsrate sicherstellen. Eine zu hohe Dosierung der Retentionshilfe kann zu übermäßiger Flockung führen und die Gleichmäßigkeit des Papiers beeinträchtigen.
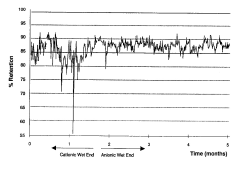
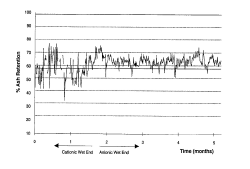
Abbildung 4: Die Veränderung der Vorlaufretention und der Vorlaufascheretention nach mehreren Monaten der Optimierung
Abbildung 4 zeigt die Veränderung des ersten Durchgangs und der ersten Ascheretention während der Papiermaschinenoptimierung. Es ist ersichtlich, dass beide verbessert und auf einem relativ stabilen Wert gehalten wurden.
Mit der Erhöhung und Stabilisierung der Retentionsrate wurden weitere positive Veränderungen erzielt. Die Vorteile der CDT-Methode zur Optimierung des Nassteils lassen sich wie folgt zusammenfassen:
(1) Die Gesamtretention und die Ascheretention der Papiermaschine im ersten Durchgang können verbessert und stabilisiert werden.
(2) Mit der Erhöhung der Rückhalterate wurden Ablagerungen in der Papiermaschine, Papierlöcher, Papierrisse und andere Phänomene deutlich reduziert.
(3) Die Kosten für die Verwendung von Zusatzstoffen werden erheblich gesenkt.
(4) Mithilfe von CDT lässt sich die Quelle der anormalen Ladung schnell ermitteln, die durch die Ladungsänderung des Papiermaterials verursachte Schwankung der Menge chemischer Zusätze vorhersagen und die hohen Kosten, die durch das anormale System entstehen können, besser vermeiden.

