 Ir para o conteúdo
Ir para o conteúdo 



Alcançar o equilíbrio de carga no material de papel é fundamental para a operação e a lucratividade da máquina de papel. O artigo de hoje explica um caso de uso da análise de carga para otimizar a produção de uma máquina de papel, na esperança de ajudar um pouco.
A máquina de papel, neste caso, utiliza a fabricação de papel neutro para produzir um papel cultural. A matéria-prima da fibra é uma polpa mista de madeira macia e dura, o enchimento é carbonato de cálcio precipitado e os aditivos da parte úmida incluem agente de colagem interno AKD, intensificador de amido catiônico e um sistema de retenção de polímero binário. A fábrica sofreu com a baixa taxa de retenção por um longo período. A fábrica de papel respondeu aumentando a quantidade de auxiliares de retenção, mas descobriu que o uso de agentes de colagem na polpa excedeu em muito o nível convencional da indústria. No entanto, o grau de colagem do papel base que entra na prensa de colagem é muito baixo: o teste de colagem Hercules (HST) é de apenas 0-2 segundos. Isso leva a quebras frequentes do papel na prensa de colagem, e a fábrica de papel gasta muito tempo para refazer o papel; além disso, a máquina de papel tem uma grande quantidade de problemas de sedimentação, e furos e quebras de papel são mais graves.
A fábrica de papel utilizou o método de Titulação por Demanda Catiônica (CDT) para inspecionar a parte úmida da máquina de papel, e os resultados mostraram que o sistema era catiônico. Tanto a teoria quanto a experiência nos dizem que o sistema da parte úmida da máquina de papel é catiônico e frequentemente apresenta mau funcionamento. Como mostrado na Figura 1, em um sistema supercatiônico, as partículas do agente de colagem não conseguem ser bem adsorvidas à fibra devido à repulsão mútua de cargas.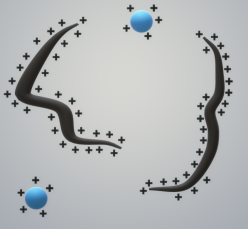
Figura 1 Sistema pulpar excessivamente cationizado
Para solucionar esse problema, as fábricas de papel começaram a reduzir gradualmente a adição de contribuidores de carga catiônica (ou seja, aditivos com alta densidade de carga positiva e baixo peso molecular) no sistema de retenção de polímero binário para restaurar a carga aniônica na superfície da fibra. O mecanismo de ação do sistema de retenção de polímero binário é mostrado na Figura 2.
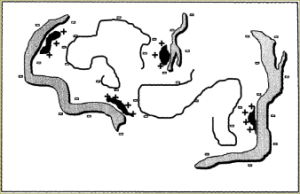
Figura 2 Mecanismo do Sistema de Retenção de Polímero Binário
Na figura, o primeiro elemento do sistema de retenção de polímero binário é um polieletrólito com alta densidade de carga positiva e baixa massa molecular. Após a adição da polpa, este interage preferencialmente com o lixo aniônico no sistema ou é adsorvido à fibra para fornecer pontos de ancoragem ao polímero aniônico secundário com baixa densidade de carga e alta massa molecular, e este último utiliza um mecanismo de ponte para gerar grandes flocos a partir do papel.
Com a diminuição da quantidade de aditivos de contribuição de carga positiva, a carga do estoque de papel na caixa de entrada começou a mudar na direção negativa (linha pontilhada na Figura 3), e o grau de colagem do papel base aumentou gradualmente (linha sólida na Figura 3). Uma análise cuidadosa da Figura 3 mostra que quando a carga do material de papel está próxima do neutro, o efeito de colagem começa a se recuperar significativamente; quando o material de papel finalmente se torna aniônico líquido (-2 microequivalentes/litro), o HST excede 100 segundos; continua a reduzir a contribuição de carga catiônica Com a quantidade de aditivos, a carga negativa do material de papel gradualmente se torna maior, e ao mesmo tempo o HST atinge mais de 100 segundos, o que excede em muito o requisito da prensa de colagem para o grau de colagem do papel base.

Figura 3 Efeito da redução da quantidade de aditivos de contribuição de carga positiva (agente de retenção de lixo aniônico) na carga do papel e no grau de dimensionamento do papel
Quando o material de papel é supercationizado, uma quantidade maior de auxiliar de retenção aniônico é necessária para superar a repulsão excessiva de carga entre os materiais. Uma vez enfraquecida a repulsão de carga, uma quantidade menor de auxiliar de retenção pode garantir a taxa de retenção, e uma dosagem muito alta de auxiliar de retenção pode causar floculação excessiva e prejudicar a uniformidade do papel.
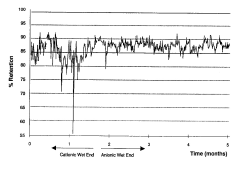
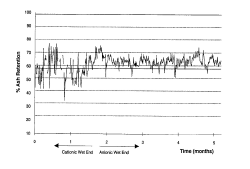
Figura 4 A mudança da retenção da primeira perna e da retenção das cinzas da primeira perna após vários meses de otimização
A Figura 4 mostra a variação da primeira passagem e da retenção de cinzas na primeira passagem durante a otimização da máquina de papel. Pode-se observar que ambas foram aprimoradas e mantidas em um valor relativamente estável.
Com o aumento e a estabilidade da taxa de retenção, outras mudanças positivas foram implementadas. Os benefícios do uso do método CDT para otimizar a parte úmida são resumidos a seguir:
(1) A retenção total da primeira viagem da máquina de papel e a retenção de cinzas da primeira viagem podem ser melhoradas e estabilizadas;
(2) Com o aumento da taxa de retenção, depósitos na máquina de papel, furos no papel, quebras de papel e outros fenômenos foram reduzidos significativamente;
(3) Reduzir significativamente o custo do uso de aditivos;
(4) O CDT pode ser usado para rastrear rapidamente a origem da carga anormal, prever a flutuação da quantidade de aditivos químicos causada pela mudança da carga do material de papel e evitar melhor o alto custo que pode ser incorrido pelo sistema anormal.

