 перейти к содержанию
перейти к содержанию 



1. Что такое прочность во влажном состоянии?
Влагопрочность — это способность бумаги сохранять прочность при воздействии влаги. Она оценивается в два основных этапа:
- Начальная прочность во влажном состоянии — прочность бумажного полотна до высыхания, важна для работоспособности машины.
- Прочность во влажном состоянии после повторного намокания — прочность готовой бумаги во влажном состоянии во время таких процессов, как нанесение покрытия или печать, а также при конечном использовании (например, салфетки, упаковка).
Поскольку эти два типа служат разным целям и предъявляют разные требования к производительности, их необходимо оптимизировать по-разному.
2. Начальная прочность во влажном состоянии
При содержании твердых веществ менее 30% (т.е. при влажности более 70%) бумага сохраняет лишь 15–20% прочности в сухом состоянии. Начальная прочность во влажном состоянии зависит от:
- Состав целлюлозы, степень размола и сухость полотна
- Условия процесса и химические добавки в мокрой части
Высокоскоростные бумагоделательные машины используют современные системы поддержки влажного полотна для минимизации натяжения и сохранения стабильности, что позволяет производить бумагу меньшей плотности и экономить средства.
Количественная модель (Пейдж, 1993) связывает прочность во влажном состоянии с поверхностным натяжением (γ), площадью водной пленки (A), радиусом кривизны (r), трением (µ) и шероховатостью волокон (C).
3. Повторное смачивание. Прочность во влажном состоянии.
Прочность во влажном состоянии после повторного намокания — это сохраняющаяся прочность высушенной бумаги после того, как она снова намокнет. При правильной обработке для повышения влагопрочности бумага обычно сохраняет 20–40% (иногда до 50%) своей прочности во влажном состоянии — ключевое требование для многих конечных применений.
4. Как работают влагоудерживающие агенты
Вода разрушает водородные связи между волокнами, ослабляя бумагу. Средства для повышения влагопрочности противодействуют этому двумя механизмами:
- Защита: создание жесткой сшитой сети вокруг волокон для предотвращения набухания.
- Армирование: образование новых, нечувствительных к воде химических связей, которые укрепляют структуру.
В зависимости от химического состава связующих веществ влагопрочные агенты могут быть:
- Временные: образуют связи (например, полуацетали), которые разрушаются при повторном смачивании (например, глиоксилированный ПАМ).
- Постоянные: создают водостойкие ковалентные связи (например, ПАЭ, УФ, МФ).
5. Распространенные средства для повышения влагостойкости
Мочевина-формальдегид (UF)
- Самая старая реактивная смола; образует гидрофобные сшитые сети при pH 4–5.
- Обычно применяется в дозировке 0.5–3 % и наносится вблизи насоса для смешивания.
- Необходимо соответствовать pH системы и избегать взаимодействия с алюмо-канифольным клеем для предотвращения образования остатков.
Меламин-формальдегид (МФ)
- Водорастворимая смола, используемая в специальных бумагах.
- При низком pH приобретает положительный заряд и прилипает к волокнам, улучшая сцепление.
- Применять в дозировке 0.1–3% с осторожностью, чтобы не допустить образования пятен крахмала/смолы.
- Требует отверждения после высыхания — максимальная прочность во влажном состоянии достигается примерно через 10 дней.
Полиамид-эпихлоргидрин (ПАЭ)
- Разработан для нейтральных/щелочных систем, широко применяется в производстве бумажных салфеток и упаковочной бумаги.
- Обеспечивает высокую прочность во влажном состоянии в широком диапазоне pH (4–8).
- Образует ковалентные сшивки посредством эпоксидных колец; дозировка ~0.25–1%.
- Эффективность зависит от типа волокна, степени очистки, pH, удерживания, концентрации Ca²⁺ и порядка добавления химикатов.
6. Экологические и нормативные аспекты
Основные побочные продукты в процессе производства смолы ПАЭ включают: ДКП = 1,3-дихлор-2-пропан МХПД = 3-хлор-1,2-пропиленгликоль ЭПИ = эпихлоргидрин Вышеуказанные три хлорсодержащих органических низкомолекулярных соединения являются основными побочными продуктами в смоле ПАЭ, определяемыми как адсорбируемые органические галогениды (АОГ), которые получаются путем гидролиза эпихлоргидрина, как показано на рисунке 2.
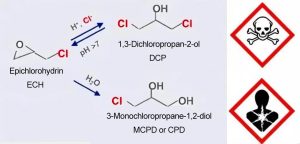
В настоящее время регламент ЕС REACH четко определил токсичность и канцерогенность побочных продуктов AOX в смолах ПАЭ. Среди них 1,3-дихлор-2-пропан DCP идентифицирован как возможный канцероген H 350 (кат. 1B), в то время как 3-хлор-1,2-пропандиол MCPD идентифицирован как предполагаемый канцероген H 351 (кат. 2). Кроме того, согласно положениям BfR XXXVI, для бумажных изделий, контактирующих с пищевыми продуктами, после экстракции образца в воде верхний предел остаточного количества 1,3-дихлор-2-пропан DCP составляет 2 мкг/л, а верхний предел остаточного количества 3-хлор-1,2-пропандиола MCPD составляет 12 мкг/л. Это, несомненно, предъявляет более высокие требования к защите окружающей среды и чистоте используемой смолы для повышения влагопрочности.
Поскольку влагопрочный агент ПАЭ является основным источником АОХ, с середины 1980-х годов, для снижения загрязнения окружающей среды, вызванного АОХ, последовательно внедряются экологически безопасные смолы ПАЭ второго и третьего поколения, повышающие влагопрочность. По сравнению со смолами ПАЭ первого поколения, ПАЭ второго и третьего поколений значительно снизили содержание остаточного эпихлоргидрина и остаточное количество продуктов его гидролиза – ДХП и МХПД.
| Индикаторные | Первое поколение | Второе поколение | Третье поколение |
|---|---|---|---|
| Категория | Промышленный влагопрочный агент | Стандартный агент для повышения влагопрочности | Пищевой влагопрочный агент |
| Содержание твердых веществ (%) | 12.5 ± 1 | 15 ± 3 | 18 ± 2 |
| pH | 4 ± 1.5 | 4 ± 1.5 | 4 ± 1.5 |
| Вязкость (сП) | ≤110 | ≤110 | ≤110 |
| ДХП (м.д.) | * (не контролируется) | ≤100 | ≤10 |
| MCPD (ppm) | * (не контролируется) | ≤100 | ≤10 |
| Наши преимущества | Низкая стоимость при хороших показателях прочности во влажном состоянии | Низкое содержание остаточного хлора, соответствует стандартам упаковки пищевых продуктов и стандартам ЕС | Полностью не содержит хлора; подходит для длительного производства бумаги, контактирующей с пищевыми продуктами. |
| Недостатки бонуса без депозита | Содержит большое количество остаточного хлора, потенциально опасного для здоровья человека. | Цена немного выше, чем у первого поколения, требуется примерно на 15% большая дозировка. | Высокая стоимость; относительно более низкие показатели прочности во влажном состоянии, требуется примерно на 5% больше дозировки, чем во втором поколении |
7. Рекомендации по использованию в условиях повышенной прочности
- Контролируйте дозировку (0.25–1%) для достижения оптимального дзета-потенциала.
- Последовательное добавление для избежания несовместимости с анионными добавками.
- Обеспечьте удержание, комбинируя средства, способствующие удержанию, и контролируя уровень Ca²⁺.
- После добавления выполните отверждение (например, при температуре 80 °C в течение 30 минут).
- Смешивайте добавки, повышающие прочность во влажном состоянии, с добавками, повышающими прочность в сухом состоянии, чтобы повысить прочность и удерживающую способность полотна.
8. Заключение и перспективы на будущее
Влагопрочные добавки незаменимы в современном бумажном производстве, повышая прочность бумаги во влажной среде и расширяя возможности её применения. С ростом скорости машин и спроса на продукцию эти добавки обеспечивают производительность и эффективность процесса. В рамках текущих исследований и разработок основное внимание уделяется разработке экологичных и эффективных решений для повышения влагопрочности, таких как поликарбоксилаты, хитозан и экологичные альтернативы традиционным смолам.

