 Ir al contenido
Ir al contenido 



Lograr el equilibrio de carga en el material papelero es fundamental para el funcionamiento y la rentabilidad de la máquina papelera. El artículo de hoy explica un caso de uso del análisis de carga para optimizar la producción de una máquina papelera, con la esperanza de serle de ayuda.
La máquina de papel, en este caso, utiliza un proceso de fabricación de papel neutro para producir un papel cultural. La materia prima fibrosa es una pulpa mixta de madera blanda y dura, el relleno es carbonato de calcio precipitado y los aditivos del extremo húmedo incluyen un agente de encolado interno AKD, un potenciador de almidón catiónico y un sistema de retención de polímero binario. La fábrica sufrió una baja tasa de retención durante un largo periodo. La fábrica de papel respondió aumentando la cantidad de coadyuvantes de retención, pero descubrió que el uso de agentes de encolado en la pulpa excedía con creces el nivel convencional de la industria. Sin embargo, el grado de encolado del papel base que entra en la prensa de encolado es muy bajo: la prueba de encolado Hércules (HST) es de tan solo 0-2 segundos. Esto provoca frecuentes roturas del papel en la prensa de encolado, y la fábrica de papel dedica demasiado tiempo a reenhebrar el papel; además, la máquina de papel presenta una gran cantidad de problemas de sedimentos, y los agujeros y roturas del papel son más graves.
La fábrica de papel utilizó el método de titulación por demanda catiónica (CDT) para inspeccionar el extremo húmedo de la máquina de papel, y los resultados mostraron que el sistema era catiónico. Tanto la teoría como la experiencia indican que el sistema del extremo húmedo de la máquina de papel es catiónico y, a menudo, presenta un funcionamiento deficiente. Como se muestra en la Figura 1, en un sistema sobrecationizado, las partículas del agente de encolado no pueden adsorberse adecuadamente a la fibra debido a la repulsión mutua de cargas.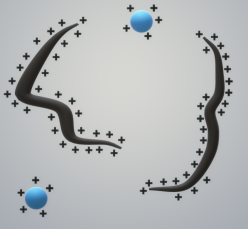
Figura 1 Sistema pulpar cationizado excesivo
Para solucionar este problema, las fábricas de papel comenzaron a reducir gradualmente la adición de contribuyentes de carga catiónica (es decir, aditivos con alta densidad de carga positiva y bajo peso molecular) en el sistema de retención de polímero binario para restaurar la carga aniónica en la superficie de la fibra. El mecanismo de acción del sistema de retención de polímero binario se muestra en la Figura 2.
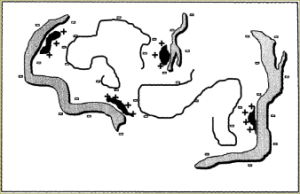
Figura 2 Mecanismo del sistema de retención de polímeros binarios
En la figura, el primer elemento del sistema de retención de polímeros binarios es un polielectrolito con alta densidad de carga positiva y baja masa molecular. Tras añadir la pulpa, esta interactuará preferentemente con los residuos aniónicos del sistema o se adsorberá a la fibra para proporcionar puntos de anclaje al polímero aniónico secundario, también con baja densidad de carga y alta masa molecular. Este último utiliza un mecanismo de puenteo para generar grandes flóculos a partir del papel.
Con la disminución en la cantidad de aditivos de contribución de carga positiva, la carga del stock de papel en la caja de entrada comenzó a cambiar en la dirección negativa (línea punteada en la Figura 3), y el grado de encolado del papel base aumentó gradualmente (línea continua en la Figura 3). Un análisis cuidadoso de la Figura 3 muestra que cuando la carga del material de papel está cerca de la neutralidad, el efecto de encolado comienza a recuperarse significativamente; cuando el material de papel finalmente se vuelve aniónico neto (-2 microequivalentes/litro), el HST supera los 100 segundos; continúe reduciendo la contribución de carga catiónica Con la cantidad de aditivos, la carga negativa del material de papel se vuelve gradualmente más grande y, al mismo tiempo, el HST alcanza más de 100 segundos, lo que excede por mucho el requisito de la prensa de encolado para el grado de encolado del papel base.

Figura 3. Efecto de la reducción de la cantidad de aditivos de contribución de carga positiva (agente de captura de basura aniónica) sobre la carga del papel y el grado de encolado del papel.
Cuando el papel está sobrecationizado, se requiere una mayor cantidad de agente de retención aniónico para contrarrestar la excesiva repulsión de carga entre los materiales. Una vez que la repulsión de carga se debilita, una menor cantidad de agente de retención puede asegurar la tasa de retención, mientras que una dosis demasiado alta puede causar una floculación excesiva y afectar la uniformidad del papel.
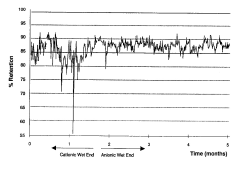
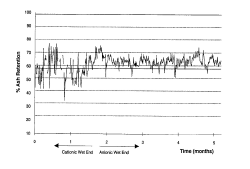
Figura 4. Cambio de la retención de la primera pierna y de la retención de cenizas de la primera pierna después de varios meses de optimización.
La Figura 4 muestra la evolución de la primera pasada y la retención de cenizas durante la optimización de la máquina papelera. Se observa que ambas han mejorado y se han mantenido en un valor relativamente estable.
Con el aumento y la estabilidad de la tasa de retención, se han producido otros cambios positivos. Los beneficios de utilizar el método CDT para optimizar el extremo húmedo se resumen a continuación:
(1) Se pueden mejorar y estabilizar la retención total del primer viaje de la máquina de papel y la retención de cenizas del primer viaje;
(2) Con el aumento de la tasa de retención, los depósitos en las máquinas de papel, los agujeros de papel, las roturas de papel y otros fenómenos se han reducido significativamente;
(3) Reducir considerablemente el coste del uso de aditivos;
(4) El CDT se puede utilizar para rastrear rápidamente la fuente de la carga anormal, predecir la fluctuación de la cantidad de aditivos químicos causada por el cambio de la carga del material de papel y evitar mejor el alto costo que puede generar el sistema anormal.

