



1. What Is Wet Strength?
Wet strength refers to a paper’s ability to retain strength when exposed to moisture. It is evaluated during two key stages:
- Initial Wet Strength – The strength of the paper web before drying, important for machine runnability.
- Re‑wet Wet Strength – The wet strength of finished paper during processes like coating or printing, and in end-use (e.g., tissues, packaging).
Because these two types serve different purposes—with distinct performance requirements—they must be optimized differently.
2. Initial Wet Strength
At less than 30% solids (i.e., >70% moisture), paper retains only 15–20% of its dry strength. Initial wet strength is affected by:
- Pulp composition, refining level, and web dryness
- Process conditions and wet-end chemical additives
High-speed paper machines use advanced wet-web support systems to minimize tension and maintain stability—allowing for lower basis weight papers and cost savings.
A quantitative model (Page, 1993) relates wet strength to surface tension (γ), water film area (A), curvature radius (r), friction (µ), and fiber roughness (C).
3. Re‑wet Wet Strength
Re-wet wet strength refers to the retained strength of a dried paper after it becomes wet again. With proper wet-strength treatment, paper typically retains 20–40% (even up to 50%) of its dry strength in wet conditions—a key requirement for many end-uses.
4. How Wet‑Strength Agents Work
Water disrupts hydrogen bonds among fibers, weakening the paper. Wet‑strength agents counter this through two mechanisms:
- Protection: Creating a rigid, cross-linked network around fibers to prevent swelling.
- Reinforcement: Forming new, water-insensitive chemical bonds that strengthen the structure.
Based on their bonding chemistry, wet‑strength agents can be:
- Temporary: Form bonds (e.g., hemiacetals) that break upon rewetting (e.g., glyoxylated PAM).
- Permanent: Create water-resistant covalent bonds (e.g., PAE, UF, MF).
5. Common Wet‑Strength Agents
Urea‑Formaldehyde (UF)
- Oldest reactive resin; forms hydrophobic cross-linked networks at pH 4–5.
- Typically used at 0.5–3% dosage, applied near the mix pump.
- Must match system pH and avoid interaction with alum-rosin size to prevent residues.
Melamine‑Formaldehyde (MF)
- Water-soluble resin used in specialty papers.
- Becomes positively charged at low pH and adheres to fibers, improving bonding.
- Applied at 0.1–3% dosage with careful dosing to prevent starch/resin speckling.
- Requires post-drying cure—maximum wet strength develops ~10 days later.
Polyamide‑Epichlorohydrin (PAE)
- Designed for neutral/alkaline systems, widely used in tissue and packaging paper.
- Offers high wet-strength efficiency across broad pH (4–8).
- Forms covalent cross-links via epoxide rings; dosage ~0.25–1%.
- Efficiency affected by fiber type, refining, pH, retention, Ca²⁺ concentration, and order of chemical addition.
6. Environmental and Regulatory Considerations
The main by-products in the production process of PAE resin include: DCP = 1,3-dichloro-2-propane MCPD = 3-chloro-1,2-propylene glycol EPI = epichlorohydrin The above three chlorine-containing organic small molecule compounds are the main by-products in PAE resin defined as adsorbable organic halides (AOX), which are produced by the hydrolysis of epichlorohydrin, as shown in Figure 2.
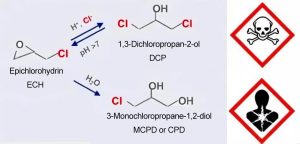
At present, the EU regulation REACH has clearly identified the toxicity and carcinogenicity of AOX by-products in PAE resins. Among them, 1,3-dichloro-2-propane DCP is identified as a possible carcinogen H 350 (cat. 1B), while 3-chloro-1,2-propanediol MCPD is identified as H 351 (cat. 2) suspected carcinogen. In addition, according to the provisions of BfR XXXVI, for paper products for food contact, after the sample is extracted in water, the upper limit of the residual amount of 1,3-dichloro-2-propane DCP is 2 μg/l, and the upper limit of the residual amount of 3-chloro-1,2-propanediol MCPD is 12 μg/l. This undoubtedly puts higher requirements on the environmental protection and cleanliness of the wet-strength resin used.
In the wastewater discharge of paper mills, since PAE wet strength agent is the main source of AOX, since the mid-1980s, in order to reduce the pollution caused by AOX to the environment, the second and third generation of environmentally friendly PAE wet strength resins have been introduced one after another. Compared with the first generation of PAE resins, the second and third generation PAEs have greatly reduced the content of residual epichlorohydrin and the residual amount of its hydrolysis products DCP and MCPD.
| Indicator | First Generation | Second Generation | Third Generation |
|---|---|---|---|
| Product Type | Industrial Wet Strength Agent | Standard Wet Strength Agent | Food-grade Wet Strength Agent |
| Solids Content (%) | 12.5 ± 1 | 15 ± 3 | 18 ± 2 |
| pH | 4 ± 1.5 | 4 ± 1.5 | 4 ± 1.5 |
| Viscosity (cps) | ≤110 | ≤110 | ≤110 |
| DCP (ppm) | * (not controlled) | ≤100 | ≤10 |
| MCPD (ppm) | * (not controlled) | ≤100 | ≤10 |
| Advantages | Low cost with good wet strength performance | Low residual chlorine, compliant with food packaging and EU standards | Completely chlorine-free; suitable for long-term production of food-contact paper |
| Disadvantages | Contains high residual chlorine, potentially harmful to human health | Slightly higher price than the first generation, requires ~15% higher dosage | High cost; relatively lower wet strength performance, requires ~5% more dosage than second generation |
7. Best Practices for Wet‑Strength Use
- Control dosage (0.25–1%) to hit optimal zeta potential.
- Sequence addition to avoid incompatibility with anionic additives.
- Ensure retention by combining with retention aids and controlling Ca²⁺ levels.
- Apply curing (e.g., 80 °C for 30 min) post-addition.
- Mix wet‑strength agents with dry-strength additives to boost web strength and retention.
8. Conclusion & Future Outlook
Wet‑strength agents are indispensable in modern papermaking—enhancing paper durability under moisture and enabling diverse applications. With machine speeds and product demands rising, these agents ensure performance and process efficiency. Ongoing R&D is focusing on sustainable and effective wet‑strength solutions like polycarboxylates, chitosan, and green alternatives to traditional resins.
